Food safety isn’t just a checkbox for food processing facilities—it’s the foundation of consumer trust and brand reputation. At the heart of every safe production line? A pair of compliant gloves. For procurement managers and safety directors, choosing the right FDA-compliant gloves isn’t just about meeting regulations; it’s about building an unbreakable barrier against contamination, chemical risks, and cross-contamination.
In this comprehensive guide, we’re breaking down everything you need to know: from FDA regulatory rules to material comparisons, scenario-specific selections, and even sustainable options. Let’s dive in.
FDA Regulatory Framework: What “Compliant” Really Means
First, let’s demystify the FDA rules—because “FDA approved” isn’t just a buzzword. The U.S. Food and Drug Administration classifies food-contact gloves as food-contact substances under the Federal Food, Drug, and Cosmetic Act, enforced via 21 CFR Parts 177 and 178 of the Code of Federal Regulations.
Core FDA Requirements for Gloves
-
GRAS Material Compliance: Glove materials must be Generally Recognized as Safe (GRAS) or have approved food-contact notifications.
-
Extractive Limitations: No more than the allowed amount of material can migrate from the glove into food during use.
-
Safe Colorants: Any dyes or pigments in the gloves must also meet FDA food-contact standards.
The Risk of Non-Compliance
Using unapproved gloves (even if they look similar) can lead to:
-
Chemical contamination of food products
-
Regulatory violations and fines
-
Product recalls that damage brand trust
-
Workplace health issues (e.g., plasticizer exposure)
Material Showdown: Which Glove Is Right for Your Facility?
Not all gloves are created equal. Food processing environments demand specific material properties—durability, chemical resistance, and allergy safety top the list. Let’s compare the most common options:
|
Material
|
Pros
|
Cons
|
Best For
|
|
Nitrile (Gold Standard)
|
• Chemical-resistant (acids, oils, cleaning agents)
• Puncture-proof for sharp food items
• Latex-free (no allergy risks)
• High visibility (blue is most popular)
|
Slightly higher cost than PVC/PE
|
Raw meat, seafood, dairy, high-risk processing
|
|
Polyethylene (PE)
|
• Economical
• Easy to put ontake off
|
• Low durability
• Poor barrier protection
|
Light-duty tasks (deli counters, quick food handling)
|
|
Polyvinyl Chloride (PVC)
|
• Moderate chemical resistance
• Cost-effective
|
• Less durable than nitrile
• Stiffer in cold conditions
|
Low-risk tasks (produce sorting, packaging)
|
|
Natural Rubber Latex
|
• Comfortable & flexible
• Excellent dexterity
|
• High risk of latex allergies
• Protein transfer to food
|
Rarely used in modern food facilities
|
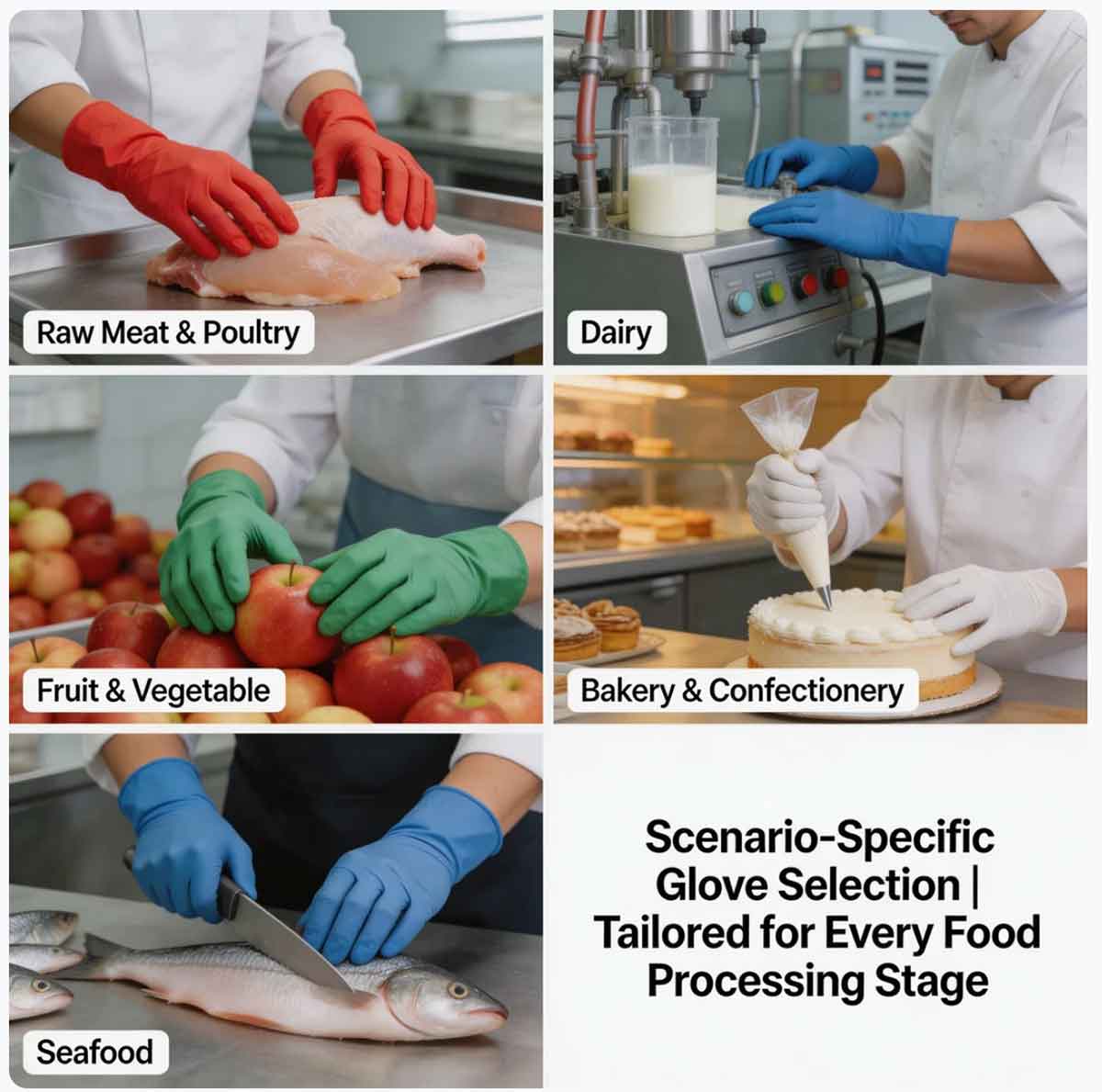
Scenario-Specific Selection: Match Gloves to Your Processing Stage
Food processing isn’t one-size-fits-all. Each link has unique challenges—here’s how to pick gloves for every application:
1. Raw Meat & Poultry Processing
Key Challenges: Cross-contamination, animal fats, wet/slippery surfaces. Recommendation: Heavy-duty nitrile gloves with enhanced grip patterns. Use a color-coded system (e.g., red for raw meat zones) to prevent cross-contamination with cooked products.
2. Dairy Processing
Key Challenges: Lactic acid exposure, cold temperatures, prolonged moisture. Recommendation: Nitrile gloves that stay flexible in low temperatures (avoid stiff PVC/PE). Prioritize acid-resistant formulations.
3. Fruit & Vegetable Processing
Key Challenges: Natural acids/enzymes, sharp stems/pits.
Recommendation: Acid-resistant nitrile gloves with high puncture protection. Green-colored gloves (standard for produce zones) aid in fragment detection.
4. Bakery & Confectionery
Key Challenges: Heat from warm products, powder contamination risks, delicate handling.
Recommendation: Powder-free nitrile gloves with heat resistance and tactile sensitivity. White gloves are ideal for finished product areas.
5. Seafood Processing
Key Challenges: Saltwater, fish oils, sharp bones/shells.
Recommendation: Extended-cuff nitrile gloves for forearm protection. Blue gloves (high visibility) make fragment detection easy.
Color Coding: The Invisible Safety Line
Color coding is a game-changer for food safety—and it’s a standard practice in nearly all compliant facilities. Here’s why it works:
-
Blue is universal: It’s rare in natural foods, so blue glove fragments are instantly detectable if they tear.
-
Zone-based color systems: Assign colors to specific processing areas to enforce separation (e.g., green = produce, red = raw meat, white = finished products).
This visual system lets supervisors quickly verify compliance and prevents cross-contamination between zones—critical for avoiding recalls.
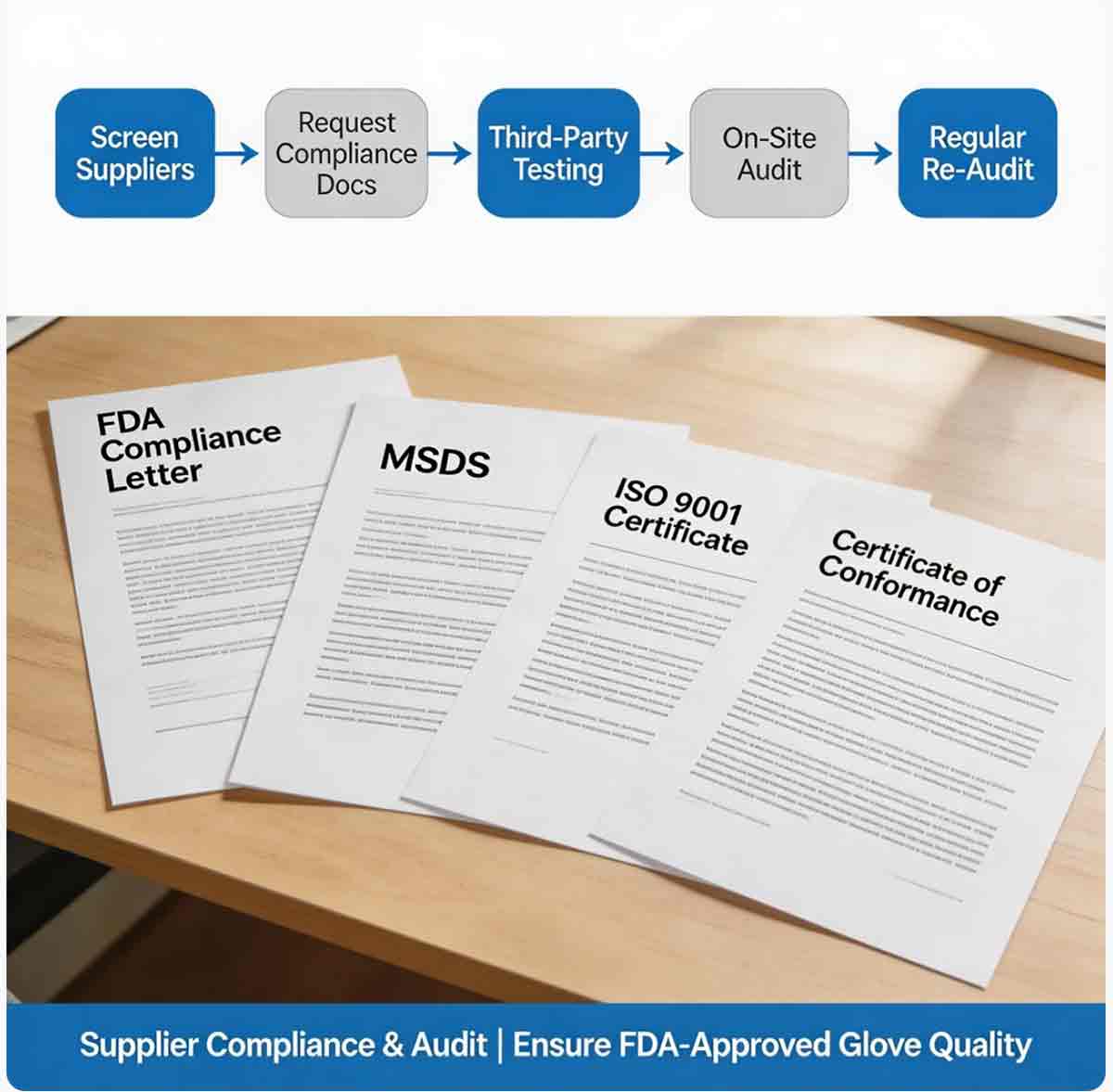
Compliance & Supplier Management: Avoid Costly Mistakes
Procurement teams can’t cut corners on documentation. To ensure FDA compliance, partner with suppliers who provide:
-
Current FDA compliance letters
-
Material Safety Data Sheets (MSDS)
-
Certificates of Conformance for every shipment
-
Third-party test results (ISO 9001 for quality, ISO 22000 for food safety)
-
Traceability records (link finished gloves to raw material batches)
Regular supplier audits are also key—they ensure your partners maintain consistent quality and meet your facility’s safety standards. Under the Food Safety Modernization Act (FSMA), facilities must implement written supply-chain programs for all inputs, including gloves.
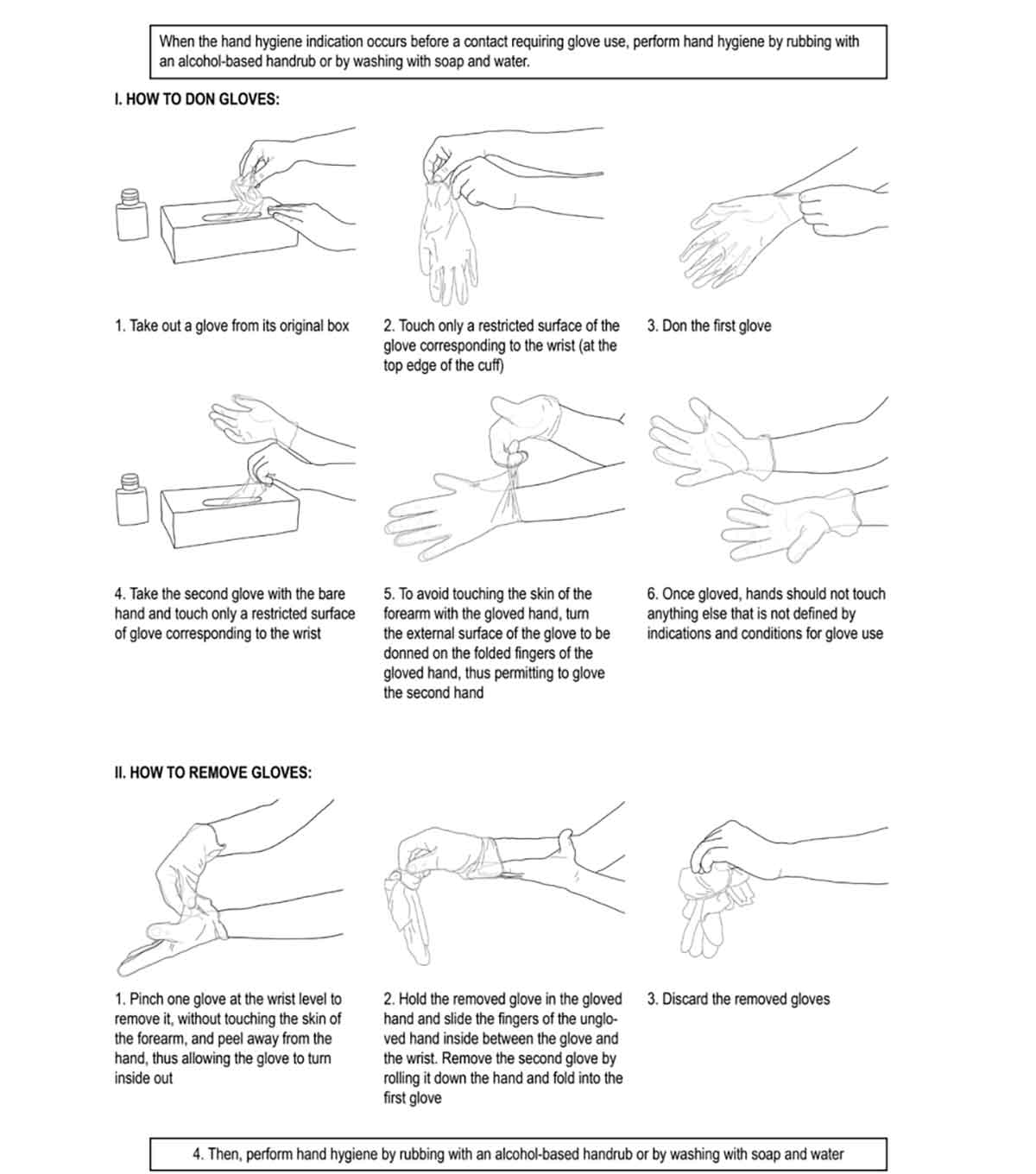
Best Practices for Glove Usage
Even the best gloves fail if used incorrectly. Follow these rules to maximize safety:
-
Wash hands first: Thorough handwashing before donning gloves prevents contamination.
-
Change regularly: High-risk tasks (ready-to-eat food) require changes every 30 minutes; lower-risk tasks can extend wear within a shift.
-
Replace immediately: Tear, damage, or contamination means the glove is no longer a barrier.
-
Store properly: Keep gloves in original packaging, cool/dry, away from sunlight/chemicals (sunlight degrades nitrile over time).
Sustainability: The Future of Food Processing Gloves
As the food industry prioritizes ESG (Environmental, Social, Governance) goals, sustainable gloves are becoming a must-have:
-
Biodegradable nitrile gloves: Break down faster in landfills while matching the performance of traditional nitrile.
-
Glove recycling programs: Manufacturers are turning used gloves into park benches, auto parts, and construction materials.
For facilities generating large volumes of glove waste, these solutions reduce environmental impact without sacrificing safety.
Final Takeaways for Procurement Professionals
Choosing FDA-compliant food processing gloves is an investment in safety, compliance, and brand success. Here’s your action plan:
-
Prioritize nitrile: It’s the gold standard for most food processing environments.
-
Match materials to scenarios: Don’t use PE for raw meat processing—save it for light tasks.
-
Audit suppliers rigorously: Documentation and certifications are non-negotiable.
-
Embrace sustainability: Explore biodegradable options to align with ESG goals.
The right glove partner will understand your facility’s unique needs, provide full compliance documentation, and deliver quality that matches your safety standards. After all, every glove that leaves your facility plays a role in keeping consumers safe.
Got questions about FDA-compliant gloves for your specific processing line? Drop a comment below, and we’ll help you find the perfect fit for your team!
About Fujian Jixiang E-commerce Co., Ltd.
With over 20 years of experience, we specialize in manufacturing high-quality disposable gloves.
Why Choose Us?








 Network Supported
Network Supported