Middle East PPE Market 2026: Which Industries Are Driving Glove Demand and What Buyers Need to Know
May 29, 2026
The Middle East PPE market is expanding rapidly across healthcare, food processing, and oil & gas sectors. Here is a data-driven industry analysis for glove buyers and distributors in the Gulf region.
For glove manufacturers and distributors watching global demand patterns in 2026, the Middle East — and particularly the Gulf Cooperation Council (GCC) states — stands out as one of the most structurally compelling growth markets in the world.
This is not a story about a single spike in demand. It is about a confluence of regulatory tightening, economic diversification, healthcare infrastructure expansion, and a growing food safety culture that is systematically increasing the need for certified disposable gloves across multiple sectors.
Below, we break down the key industries driving demand and what buyers in the region need to know when sourcing.
1. Healthcare and Medical: The Foundation of Demand
The GCC healthcare sector is undergoing its most ambitious expansion in a generation. Saudi Arabia is investing over USD 65 billion in healthcare infrastructure under Vision 2030, targeting 96 hospital beds per 100,000 population by 2030 (up from around 22 in recent years). The UAE has similarly expanded its network of hospitals, day-surgery centers, and specialist clinics, particularly in Dubai and Abu Dhabi.
For glove procurement, this means:
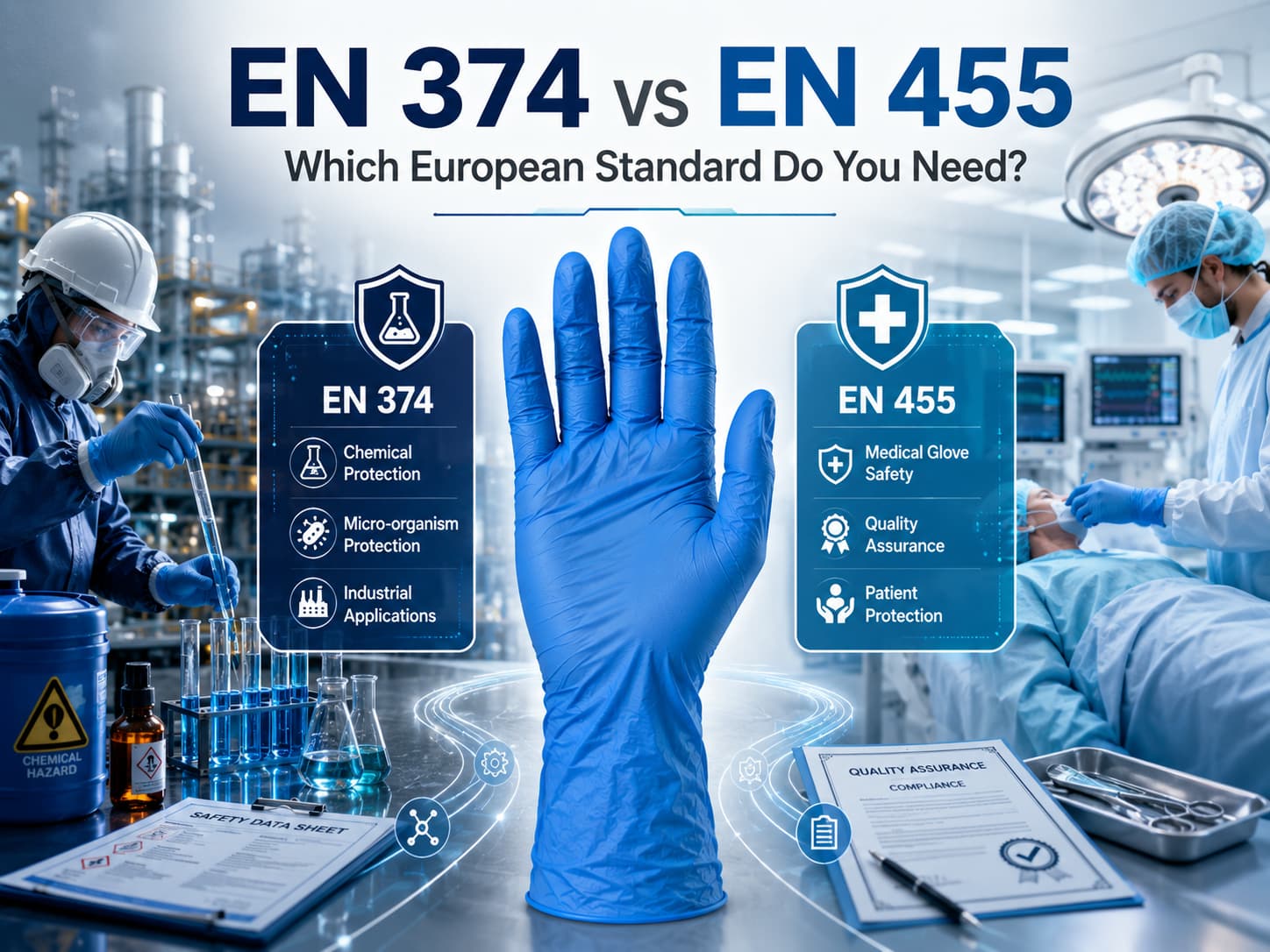
• Rapid growth in demand for EN 455-compliant medical examination gloves
• Increasing preference for nitrile over latex (due to latex allergy protocols in modern hospitals)
• GSO certification is now a procurement baseline, not a differentiator, across Saudi Arabia, UAE, Qatar, Kuwait, Bahrain, and Oman
• Bulk tender procurement cycles (annual or biannual) are the norm — locking in certified suppliers early is critical
Key insight: Distributors serving the healthcare sector in the Gulf must prioritize CE + GSO dual certification and maintain consistent documentation (Declaration of Conformity, CE test reports, batch certificates) to survive tender processes.
2. Food Processing and the Rise of Food Safety Culture
The GCC food processing sector is being transformed by two parallel forces: Vision 2030 agricultural and food security investments in Saudi Arabia, and increasingly stringent food safety enforcement across the region.
Saudi Arabia's National Agriculture Development Company (NADEC) and similar state-backed food producers are scaling up local production — requiring food-grade PPE at scale. Meanwhile, the UAE's Dubai Food Safety Authority and similar bodies have significantly tightened inspection protocols for food handlers.
What this means for glove buyers:
• Food-grade nitrile (blue, white, or black) with EN 374 certification is now a minimum requirement for many large food operators in the region
• Color-coded glove programs (HACCP-compliant) are being mandated by hotel chains, hospital kitchens, and food processing plants
• Halal-compliant manufacturing documentation is increasingly requested by distributors serving Saudi and Kuwaiti food clients
• Demand for powder-free, accelerator-free variants is growing as awareness of occupational allergy increases
3. Oil, Gas, and Petrochemicals: High-Value Industrial PPE
The Middle East remains the world's most significant hydrocarbon production region, and the oil and gas sector generates some of the most technically demanding glove procurement requirements in any industry.
Workers in refineries, LNG facilities, offshore platforms, and petrochemical plants face daily exposure to hydrocarbons, solvents, and aggressive cleaning chemicals. Standard examination-grade nitrile (3.5–4.5 mil) is insufficient for these environments. The industry standard is:
• Heavy-duty nitrile (8mil and above) for chemical resistance in refinery environments
• EN 374-3 chemical permeation resistance testing is a procurement requirement for major operators (Saudi Aramco, ADNOC, QatarEnergy supply chains)
• ESD (electrostatic discharge) or specific color requirements may apply in certain facility zones
Procurement note: GCC energy sector procurement often requires compliance documentation for the entire supply chain. Suppliers who can provide IFU (Instructions for Use) in Arabic, along with complete technical data sheets, gain significant advantages in tender submissions.
4. Construction and Infrastructure
The GCC is in the midst of a generational infrastructure boom. Saudi Arabia's NEOM, Qatar's post-World Cup construction sector, and the UAE's ongoing urban development projects are employing hundreds of thousands of workers who require PPE.
Construction-grade glove requirements:
• Medium to heavy-duty nitrile (5–8 mil) for general construction, concrete handling, and painting tasks
• EN 388 cut and abrasion resistance standards apply for tasks involving sharp materials
• High volume, cost-sensitive procurement — buyers prioritize price per unit alongside basic compliance
5. Hospitality and Retail: A Growing but Underestimated Segment
The Gulf region's massive hospitality sector — from five-star hotels in Dubai to Mecca's Hajj season accommodation infrastructure — is an often-overlooked glove buyer. Housekeeping, laundry, food preparation, and cleaning operations across the region's hotels, hospitals, and malls create consistent baseline demand for food-grade and general-purpose nitrile gloves year-round.
The Hajj and Umrah seasons (which in 2026 will again see millions of pilgrims) create predictable procurement spikes for medical and food-handling gloves across Mecca and Medina.
What This Means for Sourcing Strategy
For distributors and procurement managers in the Gulf, the key takeaways are:
• Dual certification (CE + GSO) is the minimum entry point for the healthcare and food sectors
• Technical documentation in Arabic strengthens your position in government and energy sector tenders
• Plan procurement cycles around Hajj season (April–June) when regional demand peaks sharply
• The raw material cost trajectory in 2026 — driven by oil price volatility and rising petrochemical feedstock costs — means locking in annual contracts now is strategically sound. Nitrile's key raw materials (butadiene and acrylonitrile) are directly correlated with crude oil prices, which have been under upward pressure.
• Supplier reliability — including consistent documentation, lead times, and certification maintenance — matters more in this market than the cheapest unit price
At Jixiang (LYEEANG brand), we have been supplying the GCC market with CE and GSO-certified nitrile, PVC, and latex gloves for years. Our export team provides full documentation support — in English and Arabic where needed — for distributors navigating the Gulf's procurement landscape.
Learn more at www.jxgloves.com or contact us for a market-specific product recommendation.
About Fujian Jixiang E-commerce Co., Ltd.
With over 20 years of experience, we specialize in manufacturing high-quality disposable gloves.
Why Choose Us?
· ✅ Factory-direct pricing
· ✅ ISO/CE/FDA certified products
· ✅ OEM/ODM customization
· ✅ Global shipping to 50+ countries















 Network Supported
Network Supported