Sterile vs Non-Sterile Medical Gloves: A 2026 Regulatory & Procurement Guide
Jul 14, 2026
What is the difference between sterile and non-sterile medical gloves? This 2026 guide covers EN 455, ASTM D6319, sterilization methods (EtO, gamma, e-beam), AQL requirements, packaging, shelf life, and a procurement decision framework for healthcare buyers.
Sterile medical gloves are manufactured, sterilized, and individually packaged to maintain a Sterile Assurance Level (SAL) of 10^-6 or better, meaning no more than 1 in 1,000,000 units may carry a viable microorganism. Non-sterile medical gloves are produced under controlled cleanliness standards but do not undergo a terminal sterilization process; they carry an AQL of 1.5 or 2.5 for pinholes, meaning up to 1.5% or 2.5% of gloves may have microscopic holes. The distinction is not merely labeling - it determines the legal use case, the regulatory pathway, the packaging format, the shelf life, and the unit cost. In 2026, with raw material costs elevated by sustained crude oil volatility and supply chains still adjusting post-Hormuz disruption, understanding this distinction is essential for cost-effective, compliant procurement.
What Are Sterile and Non-Sterile Medical Gloves?
Sterile gloves are intended for surgical and invasive procedures where any microbial contamination could enter sterile tissue or the vascular system. They are individually wrapped in sterile pouches, often paired in peel-open packs, and carry expiration dates tied to sterilization stability. Typical materials include natural rubber latex, nitrile rubber, and polychloroprene.
Non-sterile gloves are intended for routine patient examination, wound care, dental procedures, and general healthcare tasks where contact with sterile tissue is not anticipated. They are typically bulk-packaged in boxes of 100 or 200, do not carry a sterile barrier claim, and are less expensive per unit.
The key technical difference is not the glove material itself - the same nitrile rubber formulation can be used for both sterile and non-sterile gloves. The difference lies in the manufacturing controls, the terminal sterilization step, the packaging, and the AQL (Acceptable Quality Limit) for pinholes.
Regulatory Standards Governing Sterility
Multiple regulatory frameworks govern whether a glove may be labeled and sold as "sterile" or "non-sterile" in different markets:
Standard / Regulation
Scope
Sterile Requirement
Non-Sterile Requirement
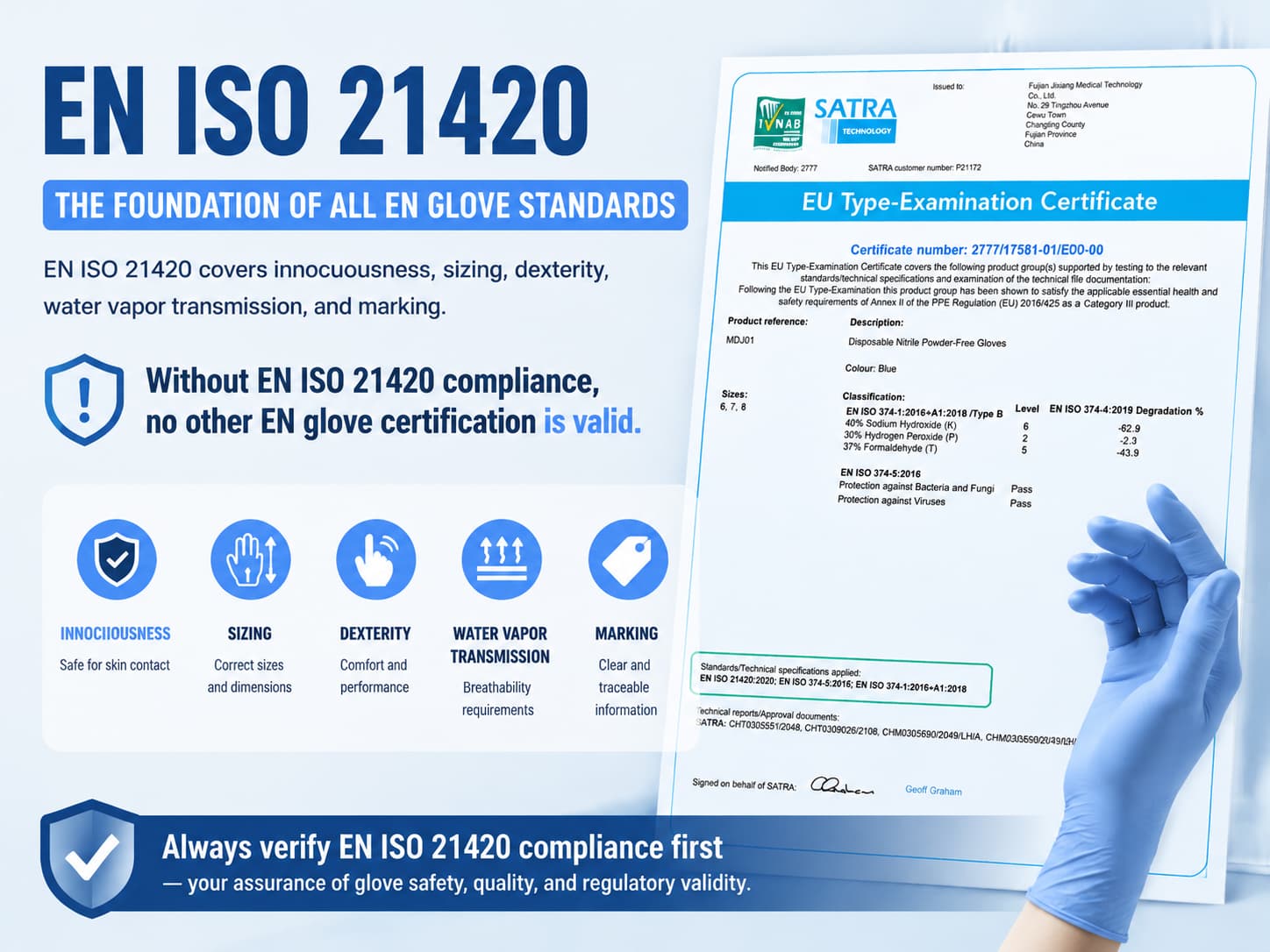
EN 455-1 (EU)
Medical gloves for single use - freedom from holes
AQL 1.0 (max 1% pinholes)
AQL 1.5 (max 1.5% pinholes)
EN 455-4 (EU)
Shelf life determination
Mandatory real-time and accelerated aging data
Same requirement, but typically longer shelf life due to no sterilization degradation
ASTM D6319 (US)
Nitrile rubber examination gloves
Sterile version must meet SAL 10^-6
Non-sterile version must meet AQL 2.5
ASTM D3578 (US)
Rubber latex examination gloves
Sterile: AQL 1.0
Non-sterile: AQL 2.5
FDA 21 CFR 880.6250 (US)
Class I (non-sterile) / Class II (sterile) medical device
510(k) clearance required; SAL 10^-6
Exempt from 510(k); registration only
EUDAMED (EU MDR)
Medical Device Regulation 2017/745
Class IIa sterile; full QMS audit
Class I; self-declaration of conformity
GSO ISO 11193-1 (GCC)
Single-use medical examination gloves
Sterile: AQL 1.0 per GSO requirements
Non-sterile: AQL 1.5 or 2.5 per GSO requirements
Source: EN 455:2020 series (CEN), ASTM D6319-19 (ASTM International), FDA 21 CFR 880.6250 (FDA.gov), EU MDR 2017/745 (European Commission), GSO ISO 11193-1:2020 (GSO Standard Store). Accessed July 2026.
Sterilization Methods: EtO, Gamma, and E-Beam
Sterile medical gloves undergo a terminal sterilization process after packaging. Three methods dominate the industry in 2026:
Method
Mechanism
Typical Dose / Parameters
Material Compatibility
Residuals / Concerns
Ethylene Oxide (EtO)
Alkylation of microbial DNA/RNA
400-1,200 mg/L at 30-60C for 2-6 hours
All glove materials (latex, nitrile, PVC)
EtO residuals must be below ISO 10993-7 limits; requires aeration period of 7-14 days
Gamma Irradiation
Ionizing radiation breaks DNA bonds
25-35 kGy (Cobalt-60 source)
Nitrile and latex; PVC can yellow
Can cause cross-linking or chain scission in some polymers; may reduce tensile strength by 5-15%
E-Beam (Electron Beam)
Accelerated electrons damage microbial DNA
25-35 kGy (electron accelerator)
Most glove materials; faster than gamma
Lower penetration depth than gamma; requires thinner product packaging configuration
Ethylene Oxide (EtO) remains the most widely used sterilization method for medical gloves globally, particularly for latex and nitrile surgical gloves, because it does not alter the polymer's mechanical properties. However, EtO is classified as a carcinogen (Group 1 by IARC), and regulatory agencies including the EPA and ECHA are tightening emission limits in 2025-2026. Gamma irradiation is faster but can degrade nitrile rubber tensile strength over time. E-beam is gaining adoption for its speed and lower environmental impact but requires specialized facilities.
Procurement note: Always request the sterilization validation report (ISO 11135 for EtO, ISO 11137 for radiation) from the supplier. A certificate stating "sterile" without the underlying validation data is insufficient for regulatory audits.
AQL Requirements: Surgical vs Examination Gloves
The Acceptable Quality Limit (AQL) is the maximum percentage of gloves with pinholes that a lot may contain and still pass inspection. Lower AQL = higher quality = higher cost. The AQL is determined by the glove's intended use:
Glove Type
Sterility
AQL (Pinholes)
Typical Use Case
EN 455 Reference
Surgical gloves
Sterile (SAL 10^-6)
AQL 1.0 (max 1%)
Surgery, invasive procedures, sterile field
EN 455-1, surgical category
Examination gloves (sterile)
Sterile (SAL 10^-6)
AQL 1.0 (max 1%)
Sterile examinations, central line dressing
EN 455-1, sterile exam category
Examination gloves (non-sterile)
Non-sterile
AQL 1.5 (max 1.5%)
Routine patient exam, wound care
EN 455-1, non-sterile exam category
Examination gloves (economy)
Non-sterile
AQL 2.5 (max 2.5%)
Non-medical use, general handling, food service
Below EN 455 threshold; industrial grade
A common procurement mistake is buying AQL 2.5 gloves for medical examination use. EN 455 requires AQL 1.5 or better for medical examination gloves. An AQL 2.5 glove labeled as "examination grade" without EN 455 certification is non-compliant for medical use in the EU and most GCC markets.
Packaging, Labeling & Shelf Life
Sterile and non-sterile gloves have fundamentally different packaging requirements:
Sterile gloves: Individually wrapped in peel-open sterile pouches, typically paired (one left, one right) in a single sterile pack. Each pack must carry the sterilization method, batch number, sterilization date, and expiration date. The packaging itself must maintain sterility for the claimed shelf life, validated per ISO 11607. Typical shelf life: 3-5 years for EtO-sterilized nitrile; 3 years for gamma-sterilized nitrile.
Non-sterile gloves: Bulk-packaged in dispenser boxes of 100 or 200 units. No sterile barrier claim required. Labeling must include the AQL, manufacturer name, batch number, and material composition. Typical shelf life: 3-5 years for nitrile; up to 5 years for latex with proper antioxidant formulation.
Labeling requirements by market:
EU (MDR 2017/745): CE mark, Notified Body number (for sterile Class IIa), UDI-DI, instructions in official language of destination country
US (FDA): 510(k) number (for sterile), establishment registration, product code (LZA for examination gloves, KGO for surgical gloves)
GCC (GSO): GSO conformity mark, Arabic and English labeling, GSO registration number
The 2026 Raw Material Cost Context
The cost differential between sterile and non-sterile gloves has widened in 2026 due to raw material and energy cost pressures. Nitrile rubber is derived from acrylonitrile and butadiene - both petrochemical derivatives. Brent crude has averaged above $95/barrel through Q2 2026, driven by sustained Hormuz Strait shipping risk and OPEC+ production discipline. This has pushed butadiene to $1,450-1,520/ton and acrylonitrile to $1,380-1,440/ton (CFR China, July 2026).
The sterilization step adds 15-30% to the unit cost of a sterile glove compared to its non-sterile equivalent, primarily due to: (1) the sterilization process itself (EtO gas costs, gamma facility fees), (2) the aeration/quarantine period that ties up inventory for 7-14 days, (3) individual packaging instead of bulk packaging, and (4) the tighter AQL requirement (1.0 vs 1.5) that results in higher rejection rates during QC.
Source: ICIS Butadiene Report (July 2026), Platts Acrylonitrile Assessment (July 2026), Brent Crude futures data (ICE, July 2026).
Procurement Decision Framework
Use this decision framework to determine whether sterile or non-sterile gloves are appropriate for your application:
Use Case
Required Type
AQL
Regulatory Pathway
Cost Index
Surgical procedures (operating room)
Sterile surgical
AQL 1.0
EU: Class IIa + NB audit; US: 510(k); GCC: GSO sterile registration
1.0 (baseline)
Sterile field dressing (central lines, catheters)
Sterile examination
AQL 1.0
EU: Class IIa; US: 510(k); GCC: GSO sterile registration
0.8x surgical
Routine patient examination
Non-sterile examination
AQL 1.5
EU: Class I self-declaration; US: registration only; GCC: GSO standard
0.4x surgical
Dental procedures (non-surgical)
Non-sterile examination
AQL 1.5
Same as routine exam
0.4x surgical
Laboratory handling (non-biological)
Non-sterile examination or industrial
AQL 1.5 or 2.5
Industrial grade if AQL 2.5; no medical device classification
0.3x surgical
Food service / food processing
Non-sterile, food-grade
AQL 2.5 acceptable
FDA 21 CFR 177 (food contact); no medical device classification
0.25x surgical
The cost index above uses sterile surgical gloves as the baseline (1.0). Non-sterile examination gloves typically cost 55-65% less per unit than sterile surgical gloves. For a hospital purchasing 500,000 gloves per month, switching from sterile to non-sterile for routine examinations (where sterile is unnecessary) can save 55-60% on glove expenditure without compromising patient safety - provided the AQL 1.5 requirement is met and the gloves carry valid EN 455 certification.
Key Takeaways
1. Sterile gloves require SAL 10^-6 and AQL 1.0; non-sterile examination gloves require AQL 1.5 per EN 455. The AQL determines regulatory classification and legal use case.
2. The sterilization method matters: EtO is the most common but faces tightening environmental regulation. Gamma and e-beam are alternatives but may affect polymer properties. Always request ISO 11135 or ISO 11137 validation reports.
3. Packaging drives cost: Individual sterile pouches cost significantly more than bulk dispenser boxes. The 15-30% cost premium for sterile gloves reflects packaging, sterilization, QC rejection rates, and regulatory compliance costs.
4. 2026 raw material costs remain elevated: Butadiene at $1,450-1,520/ton and acrylonitrile at $1,380-1,440/ton (CFR China, July 2026) continue to pressure all nitrile glove pricing. Lock in supply contracts early and diversify sourcing regions.
5. Verify before you buy: A "sterile" label without an ISO 11135/11137 validation report, a valid CE certificate with Notified Body number, or an FDA 510(k) clearance is insufficient. Request full regulatory documentation before placing any sterile glove order.
FAQ / Frequently Asked Questions
Q: Can non-sterile examination gloves be used in the operating room?
A: No. Non-sterile examination gloves cannot be used in surgical or invasive procedures. The sterility assurance level (SAL) of non-sterile gloves is undefined - they are not sterilized at all. SFDA, MoHAP, EU MDR, and FDA all require sterile gloves (typically SAL 10^-6) for any procedure that breaches intact skin or enters sterile body cavities. Using non-sterile gloves in the OR can result in audit findings, fines, and product recalls.
Q: What is the difference between gamma irradiation and EtO sterilization for gloves?
A: Gamma irradiation uses cobalt-60 gamma rays to break down microbial DNA. It is fast (a few hours), leaves no chemical residue, and is the most common method for disposable sterile gloves. EtO (ethylene oxide) is a chemical sterilant that requires longer exposure (8-12 hours) plus aeration to remove residual EtO. EtO sterilization has faced regulatory pressure due to EtO being a known carcinogen. Most modern sterile nitrile gloves use gamma irradiation. The choice affects labeling: gamma-irradiated gloves typically have lower extractables and shorter post-sterilization aging requirements.
Q: What does AQL 1.5 mean for medical gloves?
A: AQL (Acceptable Quality Limit) 1.5 is the statistical quality threshold defined in ISO 2859-1 for medical examination gloves. It means that in a random sampling batch, no more than 1.5% of gloves can have pinhole defects. For surgical gloves, the standard is stricter: AQL 0.65. The lower the AQL, the more rigorous the manufacturing and inspection. AQL 1.5 is the minimum required by EN 455-1, ASTM D6319, and GSO 4872 for medical examination gloves. Industrial-grade gloves typically use AQL 2.5 or 4.0.
Q: How long is the shelf life of sterile medical gloves?
A: The shelf life of sterile medical gloves is typically 3-5 years from the date of manufacture, depending on the material and packaging. Nitrile sterile gloves generally have a 5-year shelf life; latex sterile gloves 3-5 years; PVC sterile gloves 3 years. Shelf life is validated by accelerated aging tests per ASTM F1980 and ISO 11607. After the expiration date, the manufacturer no longer guarantees sterility, package integrity, or material performance. Stockpile managers should rotate stock using FIFO (first-in, first-out) and monitor expiration dates closely.
Q: Are sterile surgical gloves and sterile exam gloves interchangeable?
A: No. Sterile surgical gloves and sterile exam gloves are not interchangeable. Surgical gloves have a lower AQL (0.65 vs 1.5), are tested for use on wet hands, and meet additional dimensional and strength requirements in EN 455-2 and ASTM D3577. Sterile exam gloves are designed for minor invasive procedures (catheterization, wound irrigation) but not for open surgery. Substituting exam gloves for surgical gloves will fail an SFDA, MoHAP, or EU MDR audit. The packaging should clearly state "surgical" or "examination" use.











 Network Supported
Network Supported